Upgraded grain processing plant already delivering ROI
2nd February 2024
Pete Olds and his father, Len, grow 300 acres of combinable crops and run an arable contracting business at Cornhill Farm in Cornwall. With their grain processing plant struggling to cope with handling up to 4,000t of wheat and barley each year, the Olds worked with McArthur BDC to install an upgraded plant in time for harvest 2023.

“Due to the improved efficiency of the new plant, it is already delivering a return on investment,” said Pete Olds. “Our previous 25t drier, even in the hot summer of 2022 was averaging just 6.5tph, whilst our new Svegma 15tph SV3/3 continuous flow drier, manufactured by Akron, delivers a significant increase in productivity. It has been hitting 20tph when the crop has been drier, which we’re very pleased with.”
The Olds had considered various new and second-hand drier options but issues around dismantling and then installing used driers were not viable options. Plus, the new drier had to operate within the confines of an existing shed and a maximum electricity supply of 100amps. As well as providing additional drying capability, the Svegma crucially did not require an increase in the electrical power supply.
Having decided on the Svegma drier, discussions then took place between the Olds, and McArthur BDC, who the Olds knew well as it had supplied their previous drier, around the handling kit to be installed in the new plant.
The handling equipment installed to match the drier throughput includes: 2 x 40tph Skandia Elevator I-Line chain and flight trench intake pits, 6 x Skandia L-Line chain and flight conveyors, 2 x Skandia L-Line belt and bucket elevators, 1 x Skandia dust & chaff remover, 1 x moisture monitoring system (MMS) and a PLC control panel to enable remote management of the plant.
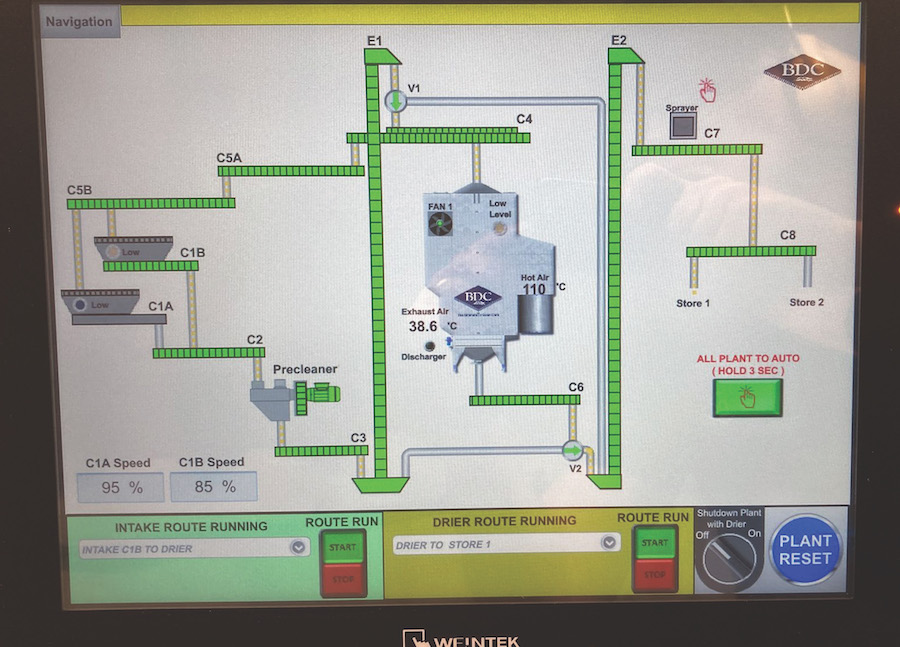
“The combined McArthur BDC team presented us with a 3D CAD drawing which provided great insight into exactly how the different elements of the plant fitted together. We could see exactly what they were putting together for us,” explained Pete Olds.
How it works
The grain enters the plant via the two Skandia trench intakes. The twin pits allow two wet intakes so two crops can be stored, or they can double the storage of one crop, ensuring flexibility and a quick turnaround of tractors and trailers during harvest.
From the intake, a series of Skandia conveyors take the grain to the dust and chaff extractor from where it is transported via conveyors and elevators to either the Svegma drier, or one of two storage sheds.
Using predefined levels, the MMS monitors the moisture content of the crop going into and out of the drier. With different customers delivering grain into the farm the moisture content varies constantly.
The PLC control panel and MMS automatically sends alerts if the moisture content is outside the predefined levels, there is a blockage, the intake pits are empty, or there are any other issues. This avoids the constant monitoring of the drier, and the associated waste of valuable resource during harvest. The Olds are made aware of any problem as soon as it occurs and can quickly resolve it.
Challenging harvest
“Speed of throughput and ease of use have been critical factors for us. It was a challenging wetter harvest and as good a year as any to upgrade our drying capabilities,” continued Pete Olds. “We used to have to stockpile wet corn temporarily outside before it got to our previous drier. Sometimes we have four combines harvesting and sending corn into us, so the previous drier had become a real pinch point for us.”
“The intake pits are ideal and provide a buffer for us to operate the drier. In fact, the drier is so swift, we need to get a decent amount of grain in before we start up the plant! We haven’t used any outside storage this year.”
Working really well
As the Olds’ were extending part of the plant’s building infrastructure themselves it was important that they liaised closely with McArthur BDC.
“We were doing all the groundworks and shed installation ourselves. McArthur BDC was very flexible around what we needed to do and once the drier and the handling equipment was installed, we were able to complete the works at our own pace. The install went very well and was commissioned just as the first harvested grain arrived,” added Pete Olds.
“The new plant, which we see as having a 20 plus years lifespan, is working really well for us and has certainly made harvesting easier. We had been used to drying grain around the clock for days on end to keep up with the combines, but for harvest ’23 we only had to dry past midnight a handful of times. We were able to get some much-needed sleep!” concluded Pete Olds.
Read more arable articles here